DFB બેક ફેરુલ સ્ટેનલેસ સ્ટીલ કમ્પ્રેશન ઇન્સ્ટ્રુમેન્ટેશન ટ્યુબ ફિટિંગ


| ટ્યુબ ઓડી | મૂળભૂત ઓર્ડર નંબર | ટ્યુબ ઓડી | મૂળભૂત ઓર્ડર નંબર |
| પરિમાણો, માં. | પરિમાણો, મીમી | ||
| 1/16 | -105 | 2 | -2M4-1 |
| 1/8 | -205 | 3 | -3M4-1 |
| 3/16 | -305 | 4 | -4M4-1 |
| 1/4 | -405 | 6 | -6M4-1 |
| 5/16 | -505 | 8 | -8M4-1 |
| 3/8 | -605 | 10 | -10M4-1 |
| 1/2 | -815 | 12 | -12M4-1 |
| 5/8 | -1015 | 14 | -14M4-1 |
| 3/4 | -1215 | 15 | -15M4-1 |
| 7/8 | -1415 | 16 | -16M4-1 |
| 1 | -1615 | 18 | -18M4-1 |
| 1 1/4 | -2004-1 ① | 20 | -20M4-1 |
| 1 1/2 | -2404-1 ① | 22 | -22M4-1 |
| 2 | -3204-1 ① | 25 | -25M4-1 |
| 28 | -28M4-1 ① | ||
| 30 | -30M4-1 ① | ||
| 32 | -32M4-1 ① | ||
| 38 | -38M4-1 ① | ||
| 50 | •50M4・1① | ||
કૃપા કરીને ધ્યાન આપો: વિનંતી પર પૂરા પાડવામાં આવેલ નોન-સ્ટોક વસ્તુઓના અવતરણ અને ડિલિવરી.રૂપરેખાંકનો અને પરિમાણો સૂચના વિના બદલવાને પાત્ર છે.
ઇન્સ્ટ્રુમેન્ટેશન ટ્યુબ ફિટિંગ
પાર્કર CPI, સ્વગેલોક, પાર્કર A-LOK, HOKE Gyrolok, વગેરે સાથે આદાનપ્રદાન કરો.
અરજીઓ
તે ઔદ્યોગિક કોડ્સ અને વિશિષ્ટતાઓનો ઉપયોગ કરીને સ્વેજીંગ એક્શન અને સીલિંગ અખંડિતતા પર વધારાના કટીંગ-એજ એન્જિનિયરિંગ સાથે ડિઝાઇન કરવામાં આવી છે.તે ઉચ્ચ દબાણવાળા ગેસ, વેક્યૂમ, આવેગ, થર્મલ શોક, હેવી વાઇબ્રેશન અને કંટ્રોલ સિસ્ટમ્સ, પ્રોસેસ અને ઇન્સ્ટ્રુમેન્ટેશન ડિવાઇસમાં અને વિવિધ એપ્લિકેશન્સમાં વપરાતા ઔદ્યોગિક સાધનોમાં અન્ય ઘણી કડક એપ્લિકેશનો પર ઉત્તમ લીક-ફ્રી સીલિંગ પ્રદાન કરે છે.ઉદાહરણ તરીકે: પલ્પ અને પેપર મિલો, પેટ્રોલિયમ પ્રોસેસ પ્લાન્ટ, કેમિકલ પ્રોસેસ પ્લાન્ટ, ક્રોમેટોગ્રાફી, પાવર જનરેશન પ્લાન્ટ...
વિશેષતા
- બાંધકામ - ચાર ટુકડાઓનું એકમ: શરીર, અખરોટ, આગળ અને પાછળનો ફેરૂલ.બહિષ્કૃત અને બનાવટી રૂપરેખાંકન.
- સ્વ-સંરેખિત, કંપન પ્રતિકાર, પ્રતિકાર તાપમાન સાયકલિંગ..
- ફાયદા - ઇન્સ્ટોલ કરવા માટે સરળ, કાટ વિરોધી, અને ઇન્સ્ટોલેશન દરમિયાન ટ્યુબિંગમાં ટોર્ક ટ્રાન્સમિટ થતો નથી.
- સામગ્રી - ધોરણ તરીકે SS316.SS304 અને બ્રાસ વિનંતી પર ઉપલબ્ધ છે.
સ્પષ્ટીકરણ
- તાપમાન શ્રેણી: -325°F થી 1200°F (-198°C થી 648°C)
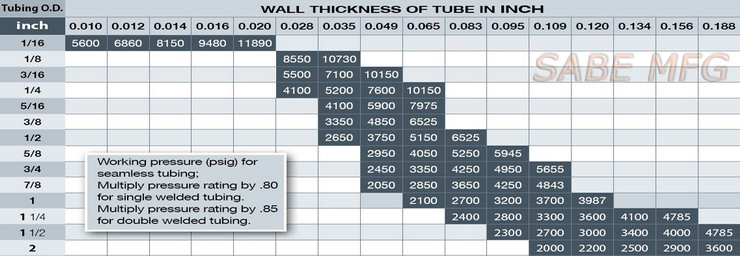
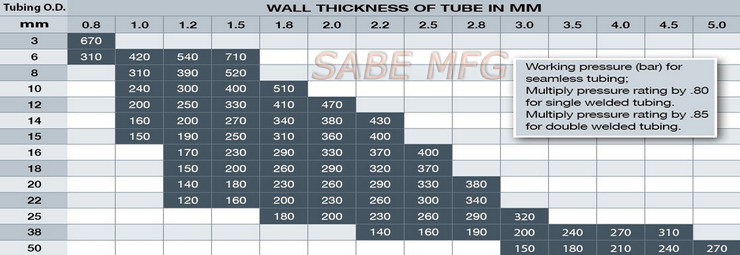
- કામનું દબાણ નીચેનો ચાર્ટ જુઓ
એસેમ્બલી સૂચનાઓ
SABE ફિટિંગ્સ એસેમ્બલ અને આંગળીથી સજ્જડ પૂરી પાડવામાં આવે છે.તેઓ તાત્કાલિક ઉપયોગ માટે તૈયાર છે.ઉપયોગ કરતા પહેલા ડિસએસેમ્બલી કરવાથી ગંદકી અથવા વિદેશી સામગ્રી ફિટિંગમાં પ્રવેશી શકે છે, જે લીક થઈ શકે છે.
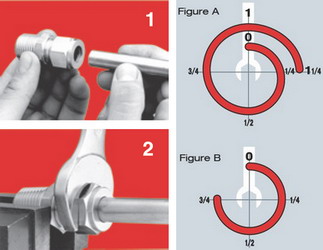
1. ટ્યુબ ફિટિંગમાં ટ્યુબિંગ દાખલ કરો.ખાતરી કરો કે ટ્યુબિંગ ફિટિંગના ખભા પર નિશ્ચિતપણે ટકી રહે છે અને અખરોટ ચુસ્ત છે.આ સ્થિતિમાં, ટ્યુબ હાથથી ફરતી નથી.
2. અખરોટને કડક બનાવતા પહેલા, અખરોટના હેક્સ પર ફીટીંગ બોડી પર વિસ્તરેલ સ્ક્રાઇબ ચિહ્ન દોરવાની ભલામણ કરવામાં આવે છે, સ્થિતિ “0″ તરીકે.આ ચિહ્ન પ્રારંભિક બિંદુ અને યોગ્ય પુલ-અપ માટે સૂચક તરીકે સેવા આપશે.
3. બેકઅપ રેંચ વડે ફિટિંગ બોડીને સ્થિર રાખતી વખતે, અખરોટને 1-1/4 વળાંકથી સજ્જડ કરો, સ્ક્રાઇબ માર્ક જુઓ અને એક સંપૂર્ણ ક્રાંતિ કરો.પછી આકૃતિ A મુજબ છેડાની સ્થિતિ તરફ વળવાનું ચાલુ રાખો. (1/8″ અને 3/16″ સાઈઝની ટ્યુબ ફિટિંગ માટે, આકૃતિ B તરીકે ફિંગર-ટાઈટથી માત્ર 3/4 વળાંક જરૂરી છે)
બ્રાસ ઇન્સ્ટ્રુમેન્ટેશન ટ્યુબ ફિટિંગ





